

产品中心
推荐产品

最新动态
专栏
随着人们健康意识的提升,饮用水行业的需求不断增长,纯净水作为日常生活中的重要组成部分,已经成为大众的首选。而随着消费者对水质和生产过程要求的提高,纯净水灌装生产线的重要性愈加突出。一个高效、安全、智能的纯净水灌装生产线,不仅能够提升企业的生产效率,还能确保每一瓶水都能满足最高的质量标准。
纯净水灌装生产线是一个高度自动化的系统,涉及水处理、灌装、封盖、检测等多个环节。传统的手工操作方式早已无法满足现代化生产的需求,智能化、自动化成为了生产线发展的必然趋势。如今,许多企业通过引入先进的自动化设备,不仅提高了生产效率,也大大降低了人工成本。

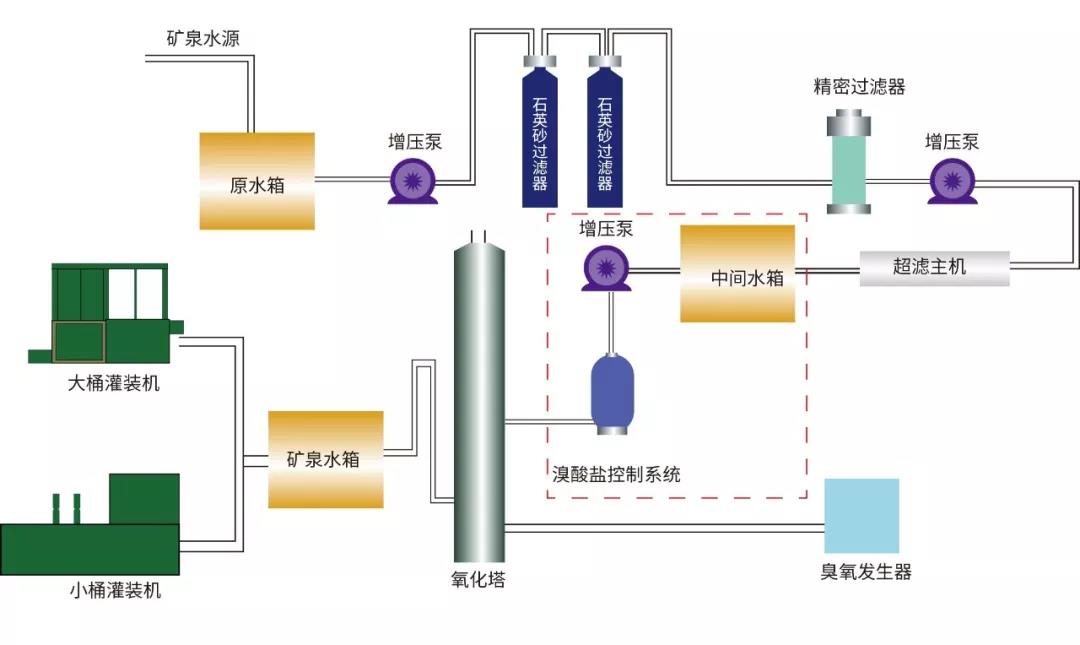
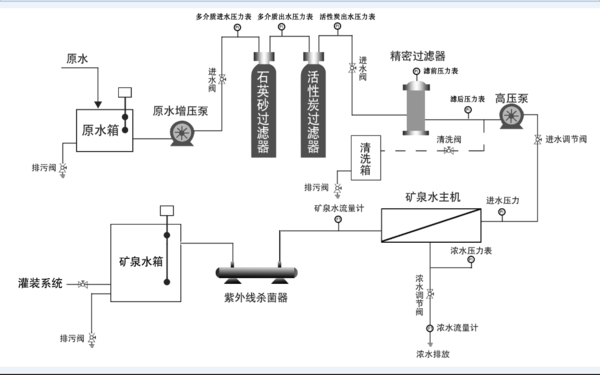
在现代化的纯净水生产过程中,水处理环节是至关重要的一步。通过先进的过滤、反渗透等技术,水源中的杂质、细菌和有害物质被彻底清除,确保水质的纯净。而灌装环节,则是整个生产过程中最为关键的一部分。自动化的灌装设备能够根据瓶子的容量,精确控制灌装量,避免了人工灌装中可能出现的误差,保证了每瓶水的标准化。
除了灌装,封盖也是纯净水生产线中不可忽视的环节。封盖技术要求极高,不仅要确保封盖的严密性,还要避免在封盖过程中污染水质。现代化的封盖设备采用高速、高精度的设计,使得每个瓶盖都能精准密封,避免了水质的二次污染,同时保证了水瓶的外观质量。
为了确保生产过程中的每一瓶水都符合严格的质量标准,纯净水灌装生产线通常配备了先进的检测系统。这些检测设备能够实时监测灌装量、封盖状态、瓶身外观等各个方面,一旦发现异常情况,系统会自动报警并停机,避免不合格产品流入市场。这种高度智能化的生产方式,不仅提高了生产线的安全性,也为消费者提供了更加放心的饮用水。
通过这些先进的技术和设备,纯净水灌装生产线能够有效提高生产效率,降低企业的运营成本。与传统的生产方式相比,自动化的生产线能够大大提高生产速度,缩短产品的交货周期。与此减少了人工操作的误差,也使得生产过程更加规范化、标准化。
纯净水灌装生产线的智能化发展,不仅为企业带来了显著的效益,也为消费者提供了更加安全、健康的饮用水。随着技术的不断进步,未来的纯净水灌装生产线将更加智能、高效,并将在保障水质安全、提高生产效率、降低成本等方面发挥更大的作用。
在纯净水灌装生产线的进一步发展过程中,智能化技术的应用成为提升生产能力的重要途径。随着物联网、人工智能、大数据等技术的逐步普及,纯净水灌装生产线正在迈向更加智能化、互联化的新时代。
物联网技术的应用,让生产设备与网络互联,能够实时采集生产过程中的各类数据。这些数据不仅包括生产线的运转状态,还涵盖了水质、灌装量、温度、湿度等多个方面。这些实时数据的反馈,使得生产线能够根据实际情况自动调整工作状态,确保每个环节的最佳运作。例如,在水处理过程中,如果监测到水源水质出现异常,系统能够自动启动预设的处理程序,确保水质安全。而在灌装环节,设备会根据生产情况自动调整灌装速度,避免了因人工操作不当造成的浪费。
人工智能的引入,也让生产线的管理更加高效。通过对大数据的分析,生产线可以实现预测性维护,提前识别设备的潜在故障,避免了因设备故障导致的生产停滞。这不仅大大提升了设备的使用寿命,还减少了生产过程中的停机时间,提高了整体生产效率。
人工智能还能够通过图像识别技术对每瓶水进行实时检测,检测瓶身是否有瑕疵、封盖是否完整、标签是否清晰等。这种高精度的检测手段,确保了每瓶水的外观符合标准,避免了因外观不良而导致的退货和品牌损失。可以说,智能化的纯净水灌装生产线,不仅在提高生产效率、降低成本方面表现突出,还在产品质量控制方面达到了前所未有的高度。
为了满足市场对多样化、个性化的需求,现代的纯净水灌装生产线还具有很高的灵活性。许多生产线已经具备了快速换线的能力,能够根据不同瓶型、容量、包装需求进行快速调整,减少了停机时间,提升了生产的灵活性和适应性。这使得企业能够更好地应对市场需求的变化,满足不同消费者的需求。
环保意识的提升也促使纯净水灌装生产线在设计和运营中更加注重节能减排。现代化的灌装生产线通常配备了高效节能的设备,减少了能源消耗和生产过程中的废料排放。通过回收和循环利用水资源、节约能源等措施,企业不仅能够降低生产成本,还能够履行社会责任,促进可持续发展。
纯净水灌装生产线正朝着智能化、自动化、环保化的方向发展。无论是对企业的生产效率提升,还是对消费者饮用水质量的保障,都起到了至关重要的作用。未来,随着技术的不断进步和市场需求的不断变化,纯净水灌装生产线将在智能制造、生产效率、环保等方面展现更大的潜力,助力企业在激烈的市场竞争中脱颖而出,成为消费者信赖的品牌。