

产品中心
推荐产品

最新动态
专栏
随着人们对饮用水质量的日益关注,纯净水市场的发展不断加速。在这个竞争激烈的行业中,水厂生产效率和产品质量成为企业脱颖而出的关键。而纯净水灌装机,作为饮用水生产线中不可或缺的一环,凭借其高效、精准的灌装性能,成为了提升水厂生产效率的核心设备。无论是瓶装水、桶装水,还是其他包装形式的饮用水,纯净水灌装机都能以高效、自动化的方式完成灌装任务,为水厂节省大量的人力和时间成本。
纯净水灌装机的工作原理
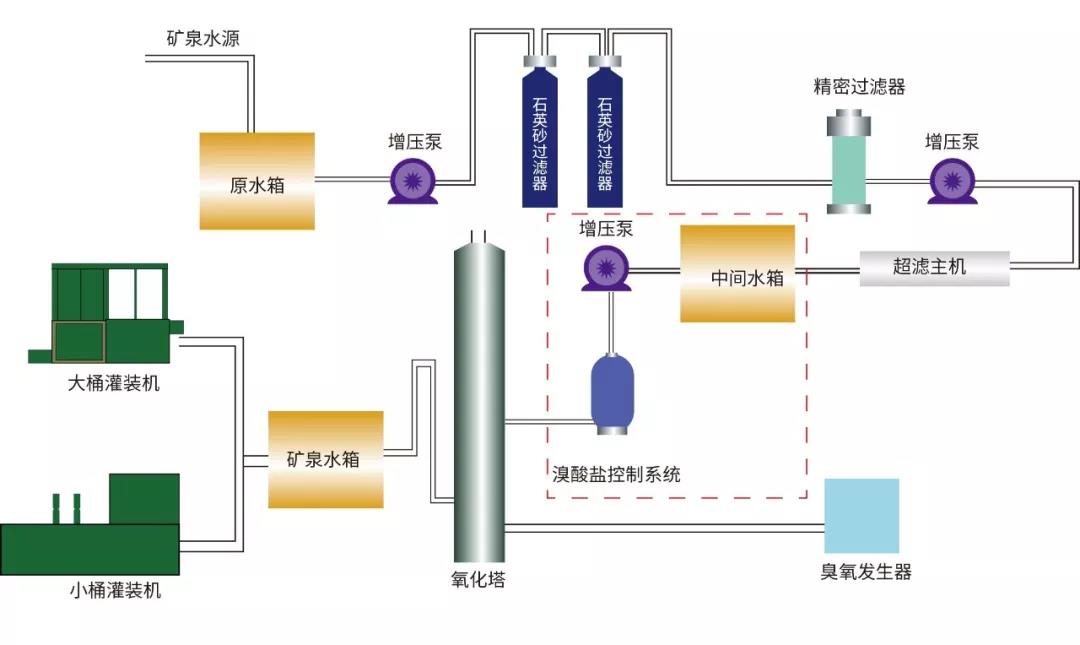
纯净水灌装机的工作原理相对简单,但其背后的技术却相当先进。通常情况下,纯净水灌装机分为三个主要部分:洗瓶部分、灌装部分和封瓶部分。在整个灌装过程中,瓶子首先会通过洗瓶机进行彻底清洁,去除瓶内的灰尘和杂质,确保灌装环境的洁净。清洗干净的瓶子进入灌装机,通过高精度的控制系统,自动灌装纯净水。灌装完成的瓶子经过封瓶机进行密封,整个过程实现了自动化作业。
纯净水灌装机采用了先进的PLC控制系统,能够实时监控生产过程中的各项参数,确保灌装精度和生产效率。与传统的人工灌装方式相比,纯净水灌装机不仅大大提高了生产效率,还减少了人为操作错误,确保了饮用水的安全性和卫生标准。
纯净水灌装机的技术优势
高效能
纯净水灌装机能够在短时间内完成大量的灌装任务,大大提高了生产效率。通常,现代的纯净水灌装机每小时的灌装速度可以达到几千瓶,甚至超过一万瓶。这一高效的灌装能力,能够满足大规模水厂的生产需求,极大地提升了水厂的整体产能。
精准灌装
纯净水灌装机采用高精度的流量控制系统,能够精准控制每瓶水的灌装量,避免了因灌装量不准确导致的资源浪费。灌装过程中还会实时监测水温、水质等指标,确保每瓶水的品质稳定。
自动化操作
纯净水灌装机的自动化程度极高,几乎不需要人工干预,极大地减轻了人工操作的负担。在灌装、封瓶、标签贴附等多个环节中,纯净水灌装机都能自动完成,减少了人工成本和人为失误。
节能环保
现代的纯净水灌装机采用节能设计,使用低能耗的电机和高效的能量回收系统,能够在保证生产效率的减少能源消耗。设备还采用环保材料和设计,减少了生产过程中对环境的污染,符合绿色环保生产的趋势。
纯净水灌装机的应用领域
纯净水灌装机广泛应用于各类饮用水生产企业,特别是在瓶装水和桶装水的生产中。水厂、矿泉水厂、饮用水生产企业等,都是纯净水灌装机的重要用户。随着市场需求的多样化,纯净水灌装机的应用领域也逐步扩展到功能性水、碳酸水、果汁饮料等非酒精饮料的灌装生产线上。由于其自动化、精准、高效的特点,纯净水灌装机成为了各大饮料生产企业提升生产线自动化水平、降低生产成本的最佳选择。

纯净水灌装机还可以根据生产需求的不同,定制化改装。例如,对于高标准、无菌化要求较高的水厂,纯净水灌装机可以配备更多的过滤、紫外线消毒等功能,确保灌装过程中的水质安全。对于需要多瓶型、多规格灌装的企业,灌装机也能够灵活调整,适应不同瓶型的灌装需求。
如何选择适合的纯净水灌装机
选择一款适合的纯净水灌装机,不仅能够提高生产效率,还能保障饮用水的质量。在众多品牌和型号中,企业应该如何挑选呢?
设备的自动化程度
自动化程度高的灌装机能够大大减少人工成本,提高生产效率。因此,在选择设备时,可以优先考虑那些具备全自动灌装、自动清洗、自动包装等功能的灌装机。
灌装精度
灌装精度是确保水质稳定和生产效率的关键。企业应选择那些配备高精度流量计、智能控制系统的灌装机,以确保每瓶水的灌装量精准无误,减少浪费。
设备的稳定性和维护成本
设备的稳定性直接关系到生产线的持续运行。选择设备时,要综合考虑品牌的口碑、设备的质量以及售后服务等因素,确保设备运行平稳,维护成本较低。
生产线的适配性
企业的生产需求多种多样,选择纯净水灌装机时,应考虑设备与现有生产线的兼容性。例如,是否能够适应不同瓶型、不同生产速度的要求,是否可以进行灵活的调整。